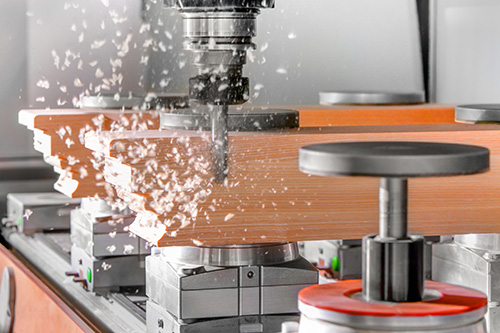
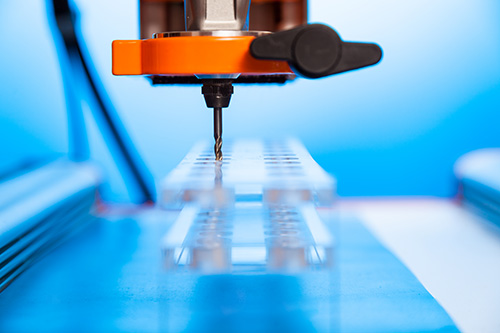
他の加工機との比較 HOME > サービス > 他の加工機との比較 レーザー加工機はその他の加工法と以下のような違いがあります レーザー加工機 糸鋸盤 NC加工機 サンプルカッター 特徴: レーザー光をレンズで集めて材料に照射させ、溶けた(加工)物をアシストガイドで吹き飛ばしながら非接触で切断する熱加工。 特徴: 比較的安全な電動工具で、制作物が軽い物、既存のデザインに手作業で加工したい場合に用いられる 特徴:コンピュータの数値制御(NC)による機械加工で、切削や切断孔あけ加工などが行われる。ビット(キリの穂先)刃物を取り替えることで材料を貫通させるだけでなく溝加工(ザグリ)など様々な形状を加工することが可能。 特徴:ダンボールや紙器のサンプルを作成する為の機械。 刃物による切断加工からエンドミルによる切削加工が一台で可能。 利点: 一点もの(オリジナル)の製作に強い 高精度(約1/100mm) お客様のデザインを自在にカット 展示会ブース等の大規模な制作物にも対応 加工機の高いスピード性能により短納期 利点: 専門知識が不要 形状が手作業で 簡単に出せる 設備費用が安い 利点: 規格物をロッド(大量)生産の場合レーザー加工よりコスト安 高精度(約1/100mm) 材料を重ねての加工が可能 加工断面がレーザーより綺麗 利点: 厚手の木材からフィルム・シート地などの薄いメディアの加工が可能 ゴムやアクリル樹脂材の加工が可能 加工断面がレーザーより綺麗 高精度(約1/100mm) 加工用途に応じて、切断と切削の切替が可能。 欠点: 熱加工によりカット断面が変色(特に木材は焦げる) 材料を重ねてカット不可 弊社の対応している厚みは30mmまで 材料によって、切断時に有毒ガス等発生する場合があり弊社では加工できないケースがある(塩ビ材等) 欠点: 精度が出ない 大規模・大量生産に不向 欠点: 一点もの(オリジナル)の製作に弱い 加工の際、必ず材料の固定が必要 加工の両側に刃物のR形状が付く 切り口がレーザーカット幅より太いモール溝用ビット刃:2mmレーザー0.3mm 欠点: R曲線がガタガタになる(切断(ナイフ)加工時) 厚物加工する際は切削になりビット刃が切り口がレーザーカット幅より太い カットオーバー(アウトライン上の折り返し部分などに発生する超過線)が発生する。(メーカーによる) 切削加工の為貫通するまでレーザー加工より時間が掛かる。







{kind=link}